
This weekend was sort of a mix of activities. A bunch of the time was spent making some HP-18 parts, and the rest was spending doing little tasks I need to accomplish before I can make a set of HP-24 fuselage shells. Right now I'm committed to making the first layup attempt on 27 through 30 December 2004.
Here's the latest pictures:
Here I'm using my cutoff tool to slice away the outboard 1/2" of the mating flange of the joggle mold. I'm doing this to expose a portion of the flange on the fuselage mold to which to apply the vacuum bag sealing tape. I think that Harald would have done this for me if I'd specified that the molds would be used for vacuum bagged parts. However, back when I spec'd the molds I thought that I'd do ambient wet layups on the big fuselage shells. Since then, I've learned from experience how much easier it is to get good parts with bagging. I'll also have to add features to seal the screw holes that secure this joggle feature to the mold; I'll get pictures of those later.
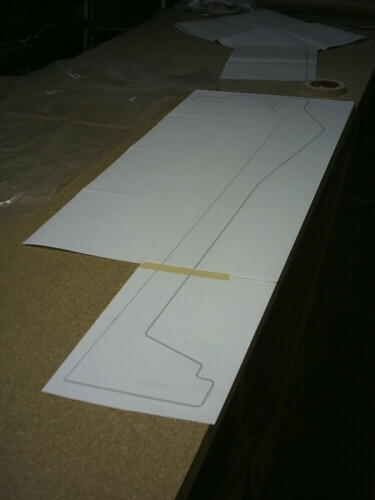
Here I'm laying out the profile for the fin spar plug on a chunk of 3/4" fiberboard. This is just a pen-plotted plan view pasted onto the fiberboard using 3M Super 77 spray glue. Once we have the first pair of fuselage shells done, I'll use this tool to get an impression of the interior of the fin to use as a plug for the fin spar mold.
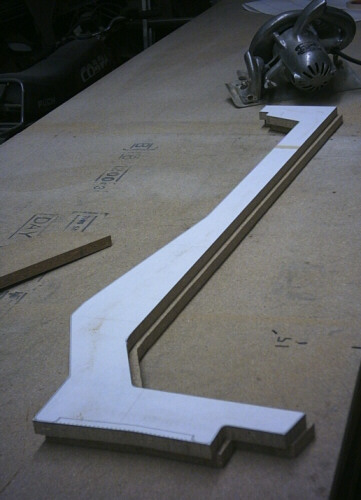
Here I've cut out two copies of the fin spar profile.
Changing gears for a couple of hours, here I've got a 60"x144" chunk of 2024-T3 out to make a set of HP-18 flap and aileron skins.

Back to the fin spar plug, here I've added the dowels that I'll use to properly position the fin spar plug inside the molds. These will be attached to chunks of 2x2 that will act as edge stops that I can clamp to the flanges on the molds.

Changing gears yet again, here I'm experimenting with a scheme that George Applebay suggested for making low-cost perf ply. The basic idea is that you start with 1.5 mil polyethelyne material folded over a bunch (like a roll of cheap painting drop cover), and use a 3/16" brass tube turned slowly in a drill press to core holes through all of the plies of the folded material. After some playing around, I found a tip profile for the tube that gives a good clean cut. Going forward, I'm going to make a better punchboard tool for making this material.

page updated 6 December 2004 all text and graphics copyright (c) 2004 HP Aircraft, LLC